










CONTENTS

![]()
既存JIS方式(ブロック両端面間長検査方式)とD-MAS方式(ボール中心座標間方式)
の両方式における根本的(原理的)な差異がどの程度存在するかを検証しました。
温度の影響が極めて小さい理想的な環境下で実施
検証の対象が熱膨張の極めて小さいため、比較用ゲージには同レベルの性質をもつ
0膨張ガラス製のものを、検証機器には0膨張スケール搭載の高精度機LEGEX9106(ミツトヨ製)を使用し、検証全体を温度による影響が極めて小さい理想的な条件で実施しました。
※実施あたり㈱ミツトヨ多大なよりご協力をいただきました。
|
■検証場所 ■検証機器 |

■検証の手順
1:比較対象となるブロックゲージを7種×3回測定
2:直後に同位置、同方向においてD-MASを3種(15点)×3回測定
3:不良データの排除(実際にはなし)とデータの平均化と合成を実施
4:両検査間の差分を算出してグラフ化
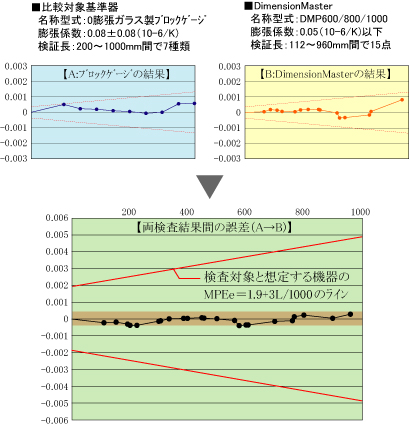
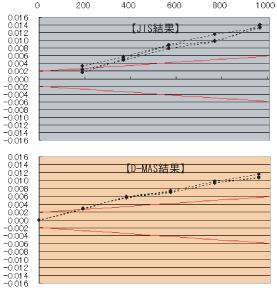
結果分析
DimenisonMasterの検査対象と想定される測定機の最大許容指示誤差(グラフ上下
赤線)に対して、両検査間の誤差の割合が全域で15%未満に収まっているおり、
DimensionMaster検査が、測定機を検査する上で十分な検査能力を有していると
結論付けできる。(MSA及びGageR&Rに基づき評価した場合の見解)
![]()
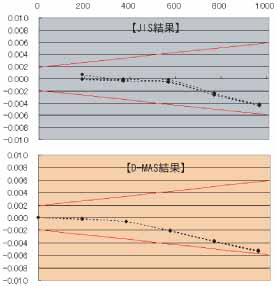
計測実務に使用している測定機に鋼製ステップゲージで既存検査法JIS B7440-2を
実施し、その直後にD-MASサービス検査を実施。2つの検査結果の相関性を検証。
■検証仕様
実施機関:株式会社トレサ 計測室
検査機のMPEe:1.9+4L/1000
プローブ:PH10+TP200
環境温度:20.80°~19.45°
![]()
■検証仕様
実施機関:㈱トレサ 計測室
検査機のMPEe:1.9+4L/1000
プローブ:PH10+TP200
環境温度:20.80°~19.45°
 |
 |
【分析】 |
 |
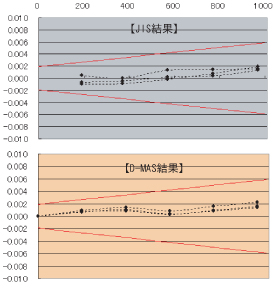 |
【分析】 |
![]()
■検証仕様
実施機関:エイキット㈱ 計測室
検査機のMPEe:0.9+L/350 (判定MPEe:1.9+4L/1000)
プローブ:VAST-GOLD
環境温度:20.35°~20.08°
|
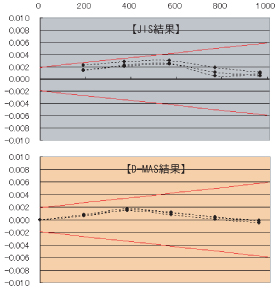 |
【分析】 |
|
 |
【分析】 |
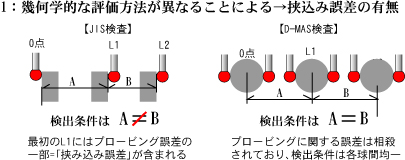
検証1において確認される両検査結果間の若干の相違は、基本として以下の差異要因
の可能性を推測する事ができます。

|
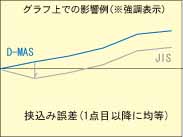
D-MAS検査の結果は、穴ピッチ測定などの |
![]()
|
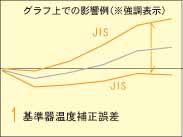
温度補正機能が搭載された測定機では、 【検査時膨張係数】 そのため、JIS検査にはD-MAS検査に比べ、 【JISに含まれる誤差】 |
![]()
両基準器間での値付けの差は、基準器校正証明書に記載される「不確かさ」
の換算に基づきその範囲内となります。
![]()
両検査の相違要因総合すると、結果データは基本として以下図の分布となります。
総じて、D-MAS検査の結果は、JIS検査の結果に比べ、環境温度に対して安定性が高く、分布が内側になることが多いと言えます。(統計的な確率として)
![]()
■D-MAS検査の妥当性検証については、現在、第三者機関(公設研究所、大学、地域試験場、測定機メーカーなど)で実施いただけるよう調整を行っています。
【検証名(仮)】
理想環境下でのJIS(端面外側)検査とD-MAS(幾何形状間距離)検査の相関検証
【内容】
JIS基準器:熱膨張係数 0 のブロックゲージ(ステップゲージ)
D-MAS基準器:DMP1000
検証機器:0膨張スケール搭載及び初項値0.5μ以下の高精度三次元測定機
【検証要点】
温度影響を排除した理想的環境下での両検査の比較検証を実施し、両検査手法の
基礎的な相関性を確認する。
検証結果は準備でき次第、当サイトに掲載します。

copyright 2012 TRESA Co..Ltd Allrights reserved