












![]()
|
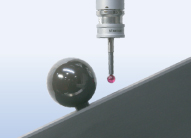
基準器には高真球かつ熱膨張性に優れた ■マスターボール仕様
|
![]()
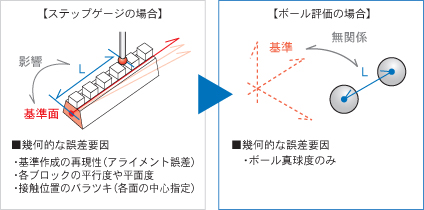
独立した幾何形状である「球」だけを用いた評価のため、ワークの全体の幾何学的な
精度が不問となり、評価時の基準座標のばらつき(アライメント誤差)の影響が排除
されます。
![]()
|
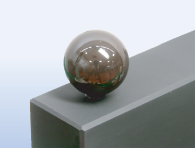
ボールを用いた検査では、傾いたマスター |
![]()
|
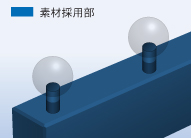
基準器の主部(スケール部)と、マスター ■低膨張セラミック仕様 |
![]()
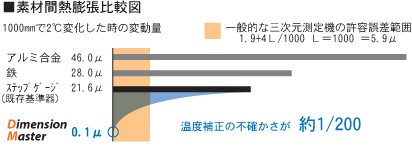
既存の鋼製基準器で約8時間を要していた現場環境温度への慣らし時間を約30分に
大幅削減でき、基準器の当日搬入や、複数の現場環境移動した検査を可能にします。
※現場で基準器温度を測定し、規定温度差内になった時点で検査を開始します。
![]()
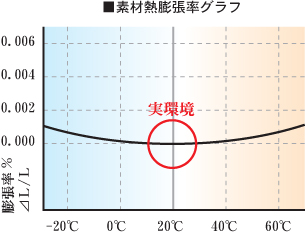
基準器の部位間の温度差(ムラ)や、構造に由来する不均一な膨張(歪み)などが極め
て少なく、温度に由来する検査精度の誤差(不確かさ)が削減されます。
![]()
アルミより軽量な基準器は取扱い易く、検査時間の短縮に繋がっています。
![]()
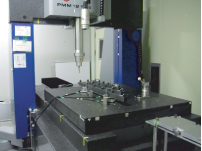
▲産総研での校正の様子 |
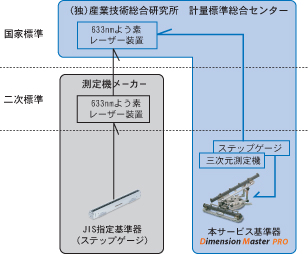
基準器自体の校正は長さの国家標準の ■基準器校正の仕様 |
JIS指定基準器とのトレーサビリティー体系の比較(簡易図)
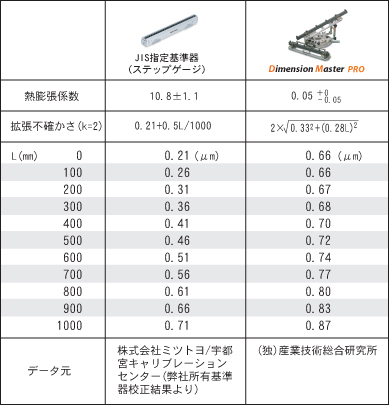
JIS指定基準器との校正精度(不確かさ)の比較表

copyright 2012 TRESA Co..Ltd Allrights reserved